FUSED DEPOSITION MODELING (FDM)
- FDM technology can go about building quick prototypes with strength and speed, at a very economical price in a wide range of thermoplastic materials, which makes it a very attractive option.
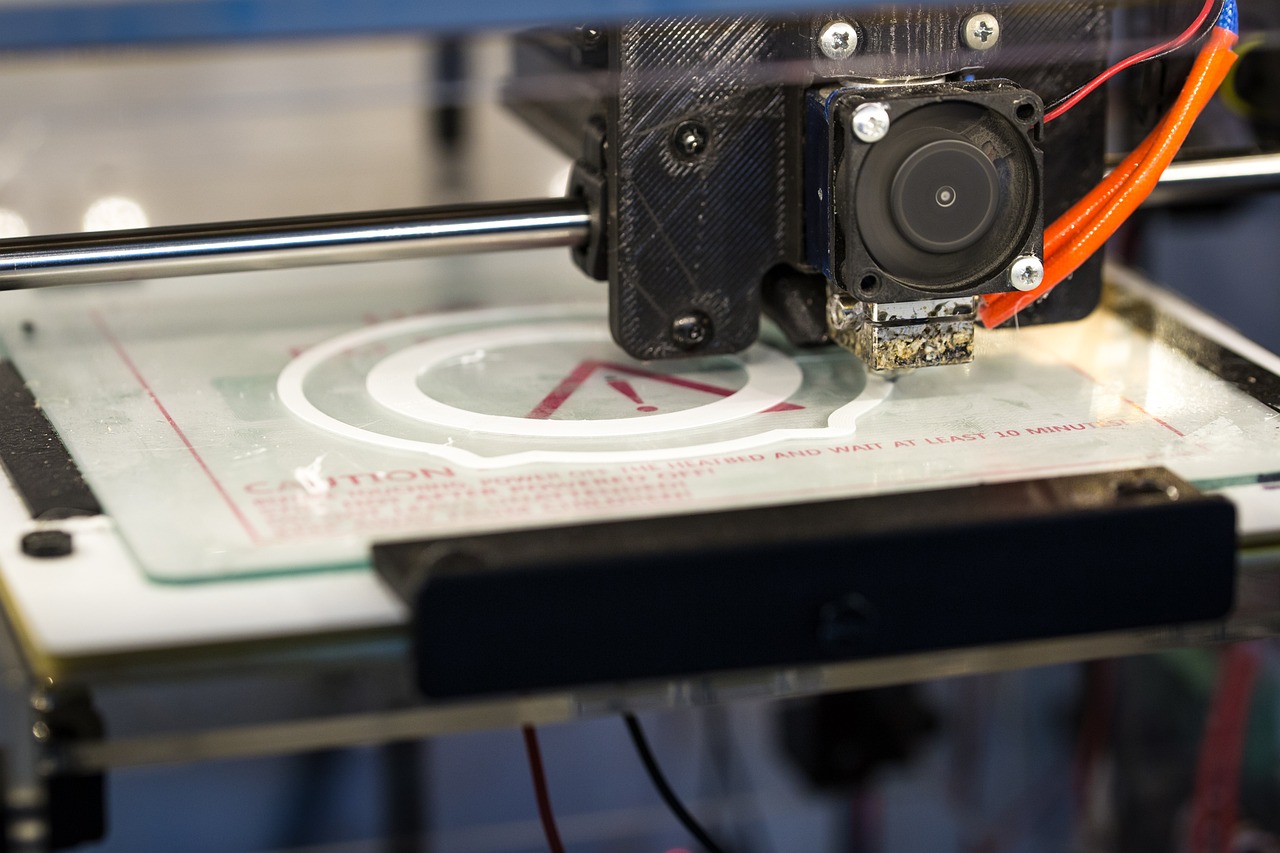
II. The extrusion head is attached to a 3-axis system that allows it to move in the X, Y and Z directions. The melted material is extruded in thin strands and is deposited layer-by-layer in predetermined locations, where it cools and solidifies. Sometimes the cooling of the material is accelerated through the use of cooling fans attached to the extrusion head.
III. To fill an area, multiple passes are required (similar to coloring a rectangle with a marker). When a layer is finished, the gantry system housing the extrusion head moves up and a new layer is deposited. This process is repeated until the part is complete.